Production Methods of Hydrazine

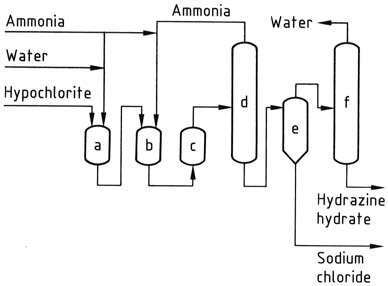
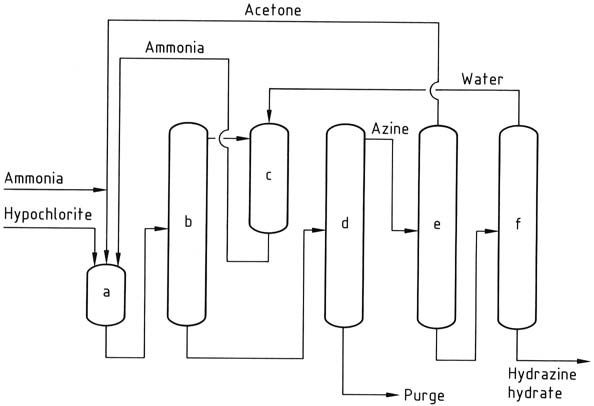
a) Chloramine reactor; b), c) Hydrazine reactors; d) Ammonia evaporator; e) Hydrazine – sodium chloride separator; f) Hydrazine hydrate concentrator
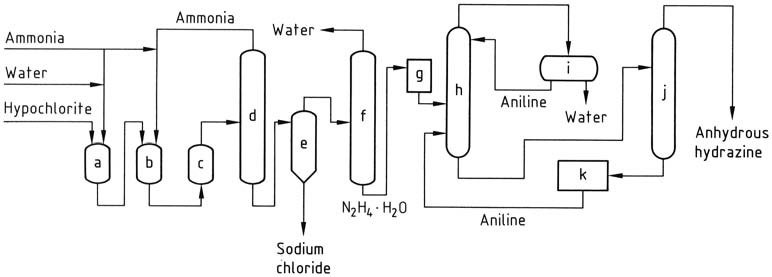
a) Chloramine reactor; b), c) Hydrazine reactors; d) Ammonia evaporator; e) Hydrazine – sodium chloride separator; f) Hydrazine hydrate concentration; g) Hydrazine hydrate storage; h) Hydrazine hydrate dehydration; i) Aniline – water decantation; j) Anhydrous hydrazine distillation; k) Aniline storage