
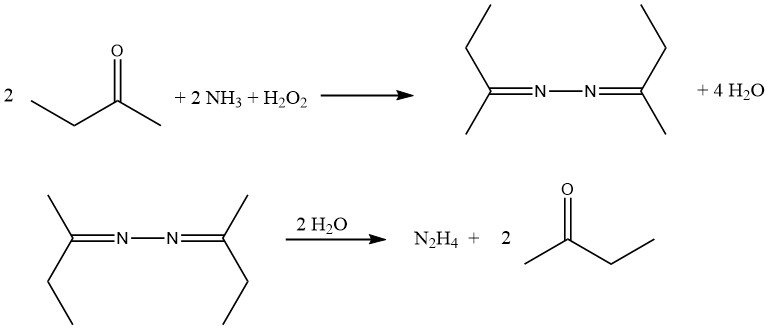
Métodos de producción de hidrazina

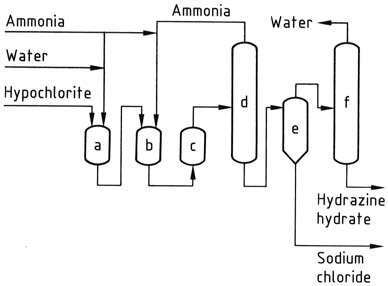
a) Reactor de cloramina; b), c) reactores de hidracina; d) evaporador de amoníaco; e) Hidracina – separador de cloruro de sodio; f) Concentrador de hidrato de hidracina
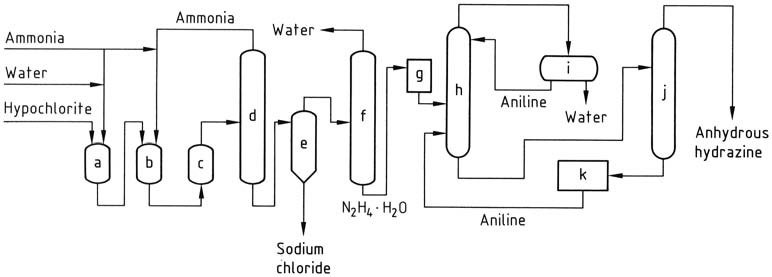
a) Reactor de cloramina; b), c) reactores de hidracina; d) evaporador de amoníaco; e) Hidracina – separador de cloruro de sodio; f) concentración de hidrato de hidracina; g) almacenamiento de hidrato de hidracina; h) deshidratación del hidrato de hidracina; i) Anilina – decantación de agua; j) Destilación de hidracina anhidra; k) Almacenamiento de anilina
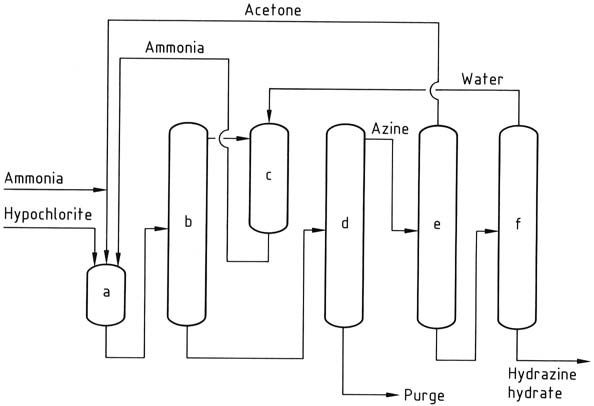
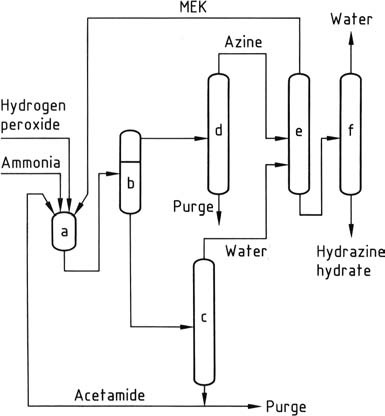
a) Reactor de azina; b) Decapado de amoníaco; c) enfriamiento con amoníaco; d) destilación de azina; e) hidrólisis de azina; f) Concentración de hidrato de hidracina
a) Reactor de azina; b) Separador de fases; c) concentración de la fase acuosa; d) purificación de azina; e) hidrólisis de azina; f) Concentración de hidrato de hidracina