
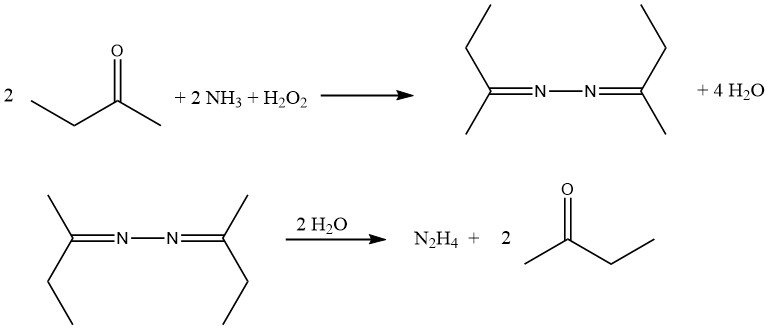
Metodi di produzione dell’idrazina

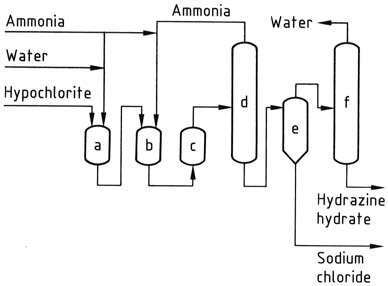
a) Reattore di cloramina; b), c) Reattori di idrazina; d) Evaporatore di ammoniaca; e) Separatore idrazina – cloruro di sodio; f) Concentratore di idrato di idrazina
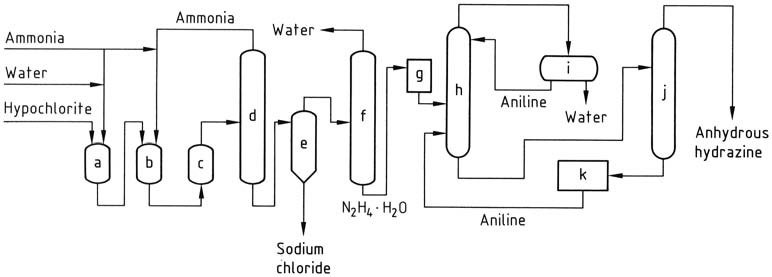
a) Reattore di cloramina; b), c) Reattori di idrazina; d) Evaporatore di ammoniaca; e) Separatore di idrazina – cloruro di sodio; f) Concentrazione di idrato di idrazina; g) Stoccaggio di idrato di idrazina; h) Disidratazione di idrato di idrazina; i) Decantazione di anilina – acqua; j) Distillazione di idrazina anidra; k) Stoccaggio di anilina
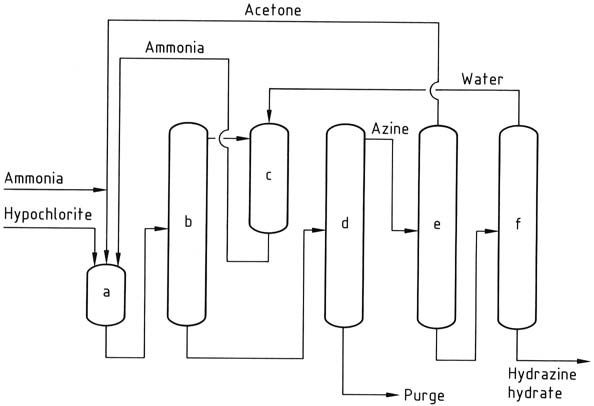
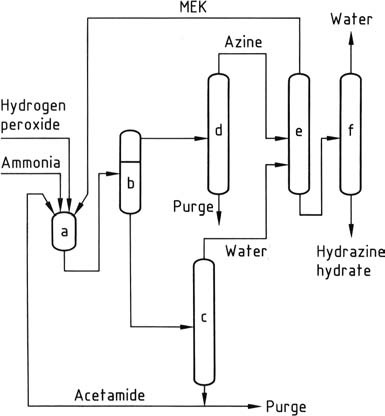
a) Reattore azina; b) Strippaggio dell'ammoniaca; c) Spegnimento dell'ammoniaca; d) Distillazione dell'azina; e) Idrolisi dell'azina; f) Concentrazione dell'idrato di idrazina
a) Reattore di azina; b) Separatore di fase; c) Concentrazione della fase acquosa; d) Purificazione di azina; e) Idrolisi di azina; f) Concentrazione di idrato di idrazina